


“Wir verfügen über langjährige Erfahrung in der Entwicklung von Sonderoptiken und Werkzeuge für die Lasertechnik.”
Hierbei stehen vor allem Pulverzufuhrsysteme für das LMD* und EHLA** im Vordergrund. Durch die enge Zusammenarbeit mit unserem Kooperationspartnern Fraunhofer ILT und Digitale Additive Produktion (DAP) der RWTH Aachen arbeiten wir hierbei an zuverlässige, industrietaugliche Lösungen für den Serieneinsatz.
*LMD - Laser Material Deposition
**EHLA – Extremhochgeschwindigkeits – Laserauftragschweißen
Unsere Produkte

Unsere spezielle Beschichtungsdüse Triple-2 für Laser Material…

Unsere Beschichtungsoptik OSCA[R]-IN ist ein zuverlässiges und…

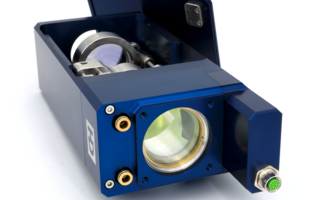
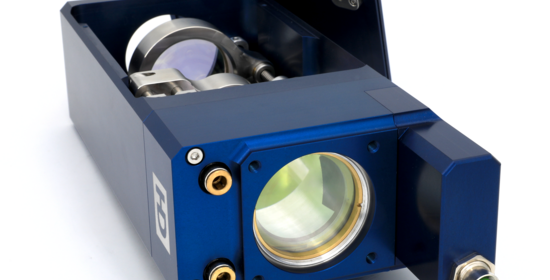
Die Laserbearbeitungsoptik OSCA[R]-OUT für Laser Material Deposition…
Die Zoomoptik bietet eine fortschrittliche Lösung für die präzise…



Beim Laserstrahl-Auftragschweißen mit pulverförmigen Zusatzwerkstoffen…

Beim Laserstrahl-Auftragschweißen mit pulverförmigen Zusatzwerkstoffen…



Beim Laserstrahl-Auftragschweißen mit pulverförmigen Zusatzwerkstoffen…

Beim Laserstrahl-Auftragschweißen mit pulverförmigen Zusatzwerkstoffen…

Beim Laserstrahl-Auftragschweißen mit pulverförmigen Zusatzwerkstoffen…

Der Pulververteiler wird verwendet, um die Pulverdüsen mit der…

Einsatzmöglichkeit der Düsenjustage
Konventionelle Führungsschlitten…
")
Beim Laserauftragschweißen wird der pulverförmige Zusatzwerkstoff über…

Der Zyklonabscheider wird zwischen Pulverförderer und Pulverdüse in…

Auf Kundenwunsch gefertigte Laserstrahlführungen zum Schweißen von…

Merkmale
- Kardanische Umlenker in drei verschiedenen Aperturgrößen…


Unsere Partner/Kunden



